Стеклопакет представляет группу стёкол, соединённых в единую конструкцию. Такую конструкцию начали применять приблизительно 150 лет назад в Америке. Более широко стеклопакеты стали применяться в Германии перед второй мировой войной. Они использовались для остекления железнодорожных вагонов. После войны стеклопакеты стали комплектоваться алюминиевыми рейками с осушающим материалом, а в 1970-м году началось производство стеклопакетов с двойной герметизацией.
Плюсы использования стеклопакетов неоспоримы. Герметичные камеры между стёклами делают стеклопакет практически звуконепроницаемыми: колебания звука не распространяются в безвоздушном пространстве. Надёжность герметизации обеспечивается герметизирующими лентами. Также герметизирующие ленты обеспечивают лучшее утепление стеклопакетов, а осушающий состав в распорочной рамке, применяющейся в конструкции современных стеклопакетов, защищает стёкла от запотевания. Использование более прочных видов стекла, со шлифованными краями, наряду с усиливающими пружинящий эффект разными видами разделительных рамок и осушающих наполнителей, делает стеклопакеты ударопрочными.
Процесс производства стеклопакетов
Процесс производства стеклопакетов – несложный технологический процесс, при котором, однако, используются весьма дорогостоящие и сложные инструменты.
Рассмотрим процесс создания стеклопакетов и инструменты, задействованные на каждом из этапов.
- Стекло устанавливается на конвейер и первым делом попадает на раскроечный стол. На раскроечном столе стекло нарезается вручную (если изготавливается для собственных нужд) на столах с ручным перемещением резаков, либо нарезается на автоматическом и полуавтоматическом раскроечном столе.
- Нарезаются спайсеры – дистанционные рамки, устанавливаемые между секциями стеклопакета. Для нарезки спайсеров используются ручные маятниковые пилы, либо автоматические столы для нарезки спайсеров, при большом объёме производства.
- Далее стёкла моются и полируются вручную или на специализированной моечной машине, или на производственной линии мойки, сборки и прессовки для того, чтобы грязные участки стекла не оказались внутри стеклопакета.
- На специальном стенде с функцией пневмовибрации спайсеры заполняются силикагелем (осушителем) или иными компонентами, осуществляющими лучшее осушение.
- Заготовленные спайсеры собираются с помощью уголков в единую конструкцию.
- На данном этапе с обеих сторон спайсеров наносится герметик. Это называется первичной герметизацией. Герметик наносится вручную, либо с помощью экструдера бутила – автоматически. В качестве герметика, наносимого автоматически, используется бутиловая распорногерметизирующая лента.
- Теперь стёкла устанавливаются на сборочный стол или продолжают путешествие по производственной линии, в том количестве и приблизительно в той конфигурации, в какой они будут представлены в готовом стеклопакете, по 2 или 3 стекла (для двухкамерного стеклопакета). Стёкла укомплектовываются спайсерами, за счёт чего и образуются камеры пакетов.
- Стёкла транспортируются в пресс производственной линии, либо в ручной пресс или на автоматический горизонтальный пресс, где конструкция будущего стеклопакета сдавливается давлением в 6 атмосфер. Из пресса выходит прочно соединённая между собой группа стёкол.
- Затем получившаяся конструкция проходит проверку. Собственно эта конструкция и есть стеклопакет. Готовая продукция должна отвечать стандартам ГОСТа 24866-99. Поэтому на всех стадиях производства процесс изготовления стеклопакетов должен контролироваться и проверяться.
- В процессе вторичной герметизации торцов стекла вручную или с помощью автоматики наносится двухкомпонентный или односоставный герметик. Герметик может быть односоставным на силиконовой основе, или полусульфидным – двухкомпонентным.
- Заключительный этап предполагает ещё один уровень контроля качества. Проверяется внутренняя и наружная чистота стёкол, внешняя целостность и другие качественные характеристики продукта. После этого готовые стеклопакеты отправляются на сушку в вертикальном положении.
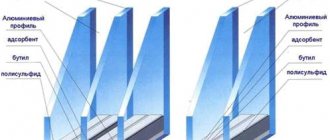
Конструкция изделия
Герметичный стеклопакет можно сделать своими руками
Установка герметичного типа, которая состоит из двух или более стекол, носит название стеклопакет. Внутри он разделен на камеры, наполненные воздухом. Главная составляющая конструкции – дистанционная рамка. Она не дает образовываться конденсату внутри. В процессе изготовления нужно соблюсти сохранение дистанции между стеклами.
Внутренние составляющие выглядят следующим образом:
- полотно;
- пространство;
- рамка для профиля;
- молекулярное сито – оно выполнено из материала с осушающими свойствами, предназначено для защиты от образования конденсата;
- герметичные компоненты.
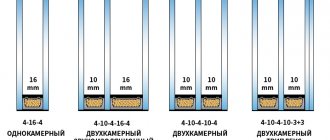
Стеклопакеты подразделяются на три вида:
- однокамерные;
- двухкамерные;
- трехкамерные.
Разница между ними заключается в количестве стекол и плотности. Первый вариант для отделки жилых помещений используется редко. У него низкий уровень шумоизоляции и теплопроводности. Исключением может быть только остекление балконов и лоджий. Их основное преимущество заключается в небольшом весе, это облегчает процесс монтажа.
Двухкамерные стеклопакеты подходят для установки в жилых помещениях. Они состоят из трех стекол и двух воздушных прослоек. Характеризуются высокой шумоизоляцией.
Оборудование для производства стеклопакетов
Рассмотрим подробно оборудование, используемое при производстве стеклопакетов.
На первом этапе для раскройки стекла, мы говорили о раскроечном столе. Стол для резки и раскроя стекла по определению устройство для прямолинейного или узорного раскроя стекла на части определённых размеров; это устройство также выполняет функцию последующего разлома листового стекла на отдельные детали.
Раскроечные столы подразделяют на:
- столы для ручной раскройки стекла;
- столы для полуавтоматической прямолинейной раскройки стекла;
- столы для автоматической прямолинейной или фигурной резки стекла.
Раскроечный стол для ручной раскройки стекла можно собрать самостоятельно. Конструктивно – это ровная плоскость, подходящая по размерам для раскройки стекла. Часто самодельные столы для резки покрывают какой-нибудь тканью, чтобы не повредить стекло. Если речь идёт о ручной нарезке стекла, то на этапе нарезки применяется обычный стеклорез, которым один раз проводят в направлении на себя, обеспечивая равномерное давление. Направляющей в этом случае служит рейка, линейка или какой-нибудь другой схожий предмет. Далее стекло разламывается вручную на детали подходящей величины. Этот «дедовский способ» можно усовершенствовать, приспособив к столу каретку, регулируемую по двум осям с установленными на ней режущими головками; в качестве направляющих будут служить линейки, расположенные по осям движения каретки.
Современные специальные ручные раскроечные столы снабжаются двухосными каретками, с установленными на них режущими головками. Режущие головки опускаются на стекло с помощью пневматического механизма, обеспечивая плавное соединения режущего элемента со стеклом и равномерную глубину надреза. Воздушная подушка раскроечного стола предотвращает возможность появления царапин или грязи на поверхности стекла. Электронные индикаторы указывают точное положение режущей головки и служат направляющими во время раскройки. Загрузка стекла осуществляется при вертикальном положении. Движение кареток по двум осям осуществляется вручную. Механизм разлома стекла способен разломать его по оси x и y. Машины подобного класса уже можно задействовать на промышленном производстве.
Различия полуавтоматического раскроечного стола и ручного
Полуавтоматический стол обладает практически той же конструкцией, что и ручной стол.
Продольная каретка приводится в движение вручную. Главное его отличие заключается в том, что поперечная каретка приводится в движения автоматически с дистанционного пульта управления. Присутствует автоматическая система центральной смазки головок.
Полуавтоматические столы для раскройки стекла часто снабжаются механизмом вертикальной загрузки стекла с автоматическим управлением упорами, удерживающими стекло в вертикальной позиции, и системой безопасности, удерживающей стол в вертикальном положении, — на случай если пневматика подвела. Загрузка возможна и при свободном падении. Также эти раскроечные столы снабжаются более совершенными электронными индикаторами направляющих. Поперечная каретка в комплексе с резаками снабжается датчиками, которые срабатывают при движении каретки, если стекло под режущей головкой отсутствует, после чего головка автоматически поднимается.
Автоматический стол для раскройки стекла способен резать стекло не только прямолинейно, но и по специальному рисунку (по простой форме), который можно загрузить в программу. Глубина надреза регулируется автоматически в зависимости от толщины стекла. Некоторые столы снабжаются модулями для диагностики по интернету. Разлом стекла осуществляется с помощью системы пневматических планок.
Уменьшение расхода топлива благодаря стеклопакетам
В городской квартире слова о сбережении топлива звучат немного абстрактно, а вот для загородного дома хозяин посчитает всё досконально. Здесь целесообразно поставить энергосберегающие стёкла. Их поверхность покрыта либо окислами металлов (k-технология), либо чередующимися серебром и диэлектриками AlN, BiO, TiO2 (i-технология). Эти поверхности отражают тепло комнаты обратно от стекла, то же происходит и с воздухом на улице. Такое действие оказывает сопротивление теплопередаче в «никуда». Ведь значительная часть тепла уже не уходит через холодные окна. А эта доля составляла 40-50%.
Можно ещё более сократить теплопотери, а заодно и повысить звукоизоляционные качества стеклопакетов для окна. Для этого воздух в них заменяют инертным газом. Причём с обычным стеклом сопротивление теплопередаче в этом случае уменьшается всего на 3-5%, а с энергосберегающим ― на 30. Становится почти вдвое теплее (40%+30%=70%). Сколько же топлива экономится благодаря этому!
Энергосберегающие стёкла не потеют и не «плачут»!
Изготовление спайсеров
Спайсеры изготавливаются из разных металлических сплавов, обеспечивающих разную степень приспособляемости к изменениям объёма материалов при перепадах температуры, обеспечивающих наилучшую герметизацию стеклопакетов. Обыкновенно спайсеры для стеклопакетов изготавливаются из алюминия, хотя могут применяться и другие материалы.
Нарезка спайсеров
Для нарезки спайсеров при небольших объёмах производства можно использовать обыкновенные маятниковые пилы.
Ручная маятниковая пила – довольно простой инструмент, главным рабочим органом которого, является абразивный диск, приводимый в движение электродвигателем. Такой диск способен разрезать даже бруски из закалённой стали. Обрабатываемый спайсер закрепляется тисками или иным способом и нарезается вручную на детали нужных размеров.
Полуавтоматическая пила для резки алюминиевого профиля используется на более крупных предприятиях и значительно упрощает процесс нарезки спайсеров. Она позволяет нарезать детали одинаковой длины, используя при этом упор, регулируемый вручную. Электронный дисплей показывает точную длину отрезаемого отрезка профиля. Запускаемая с помощью ножной педали пила отрезает деталь нужной длины практически автоматически.
Автоматический стол для изгиба и резки дистанционных рамок позволяет упростить процесс производства и производить цельные дистанционные рамки за один заход.
Стеклопакеты с отверстием под вентилятор
Также существует возможность производства стеклопакетов с отверстием под вентилятор. Такие стеклопакеты также изготовляются по индивидуальным заказам. Стоит заметить, что подобные стеклопакеты не имеют аналогов, так как выполнить отверстие в уже готовом изделии невозможно по причине потери целостности конструкции. Помимо этого, нарушится и герметичность стекла. Изготовление и монтаж стеклопакетов с отверстием требует ювелирной работы, которую может выполнить только мастер. Поэтому не стоит самостоятельно устанавливать такие окна, а доверить этот процесс профессионалам.
Рис. 10. Стеклопакет с отверстием под вентилятор.
Мойка стекла
На следующем этапе стёкла подготавливаются к совмещению в единый стеклопакет, проходя процедуру мойки с помощью моечной машины, или линии сборки стеклопакетов.
Моечные машины для стекла вертикальной загрузки оснащены механизмом подачи стекла, который приводится в движение вручную или автоматически. Габариты стёкол для разных машин различаются. Чем больше размеры стекла, тем более дорогостоящей будет машина.
Стекло поступает в моечное отделение, в котором на него разбрызгивается вода из баков машины, после чего поверхность стекла полируется с помощью вращающихся щёток. Моечные машины также снабжены механизмом сушки стекла с помощью обдува. В приёмном отсеке мойки устанавливаются люминесцентные лампы, просвечивающие стекло для проверки качества мойки.
Моечные машины дополнительно на входе могут снабжаться установками для подготовки воды – деминерализаторами
, позволяющими улучшить качества используемой для промывки стёкол воды и избежать появления осадка на поверхности стекла.
Пятая стадия изготовления стеклопакета – завершающая
После обработки стеклопакета прессом, производится покрытие боковых частей стеклопакета вторым слоем герметика, который предназначен для точного сохранения первичной геометрии стеклопакета во время его последующей эксплуатации. Для этого используются полиуретановые, силиконовые или тиоколовые герметики. При этом, температура в производственном помещении, где изготовляются стеклопакеты, должна быть не ниже +16С и не выше +25С; влажность воздуха не выше 50%.
Благодаря качественному изготовлению стеклопакетов, без нарушения технологии и стандартов, мы получаем действительно отличный продукт,который дополняет и улучшает характеристики оконного профиля. При установке высококачественных стеклопакетов, Ваши пластиковые окна будут отлично защищать помещение от холода и шума, а также служить прекрасным украшением дома. Ведь стекла – это отражение внешнего мира,и какими будут они, таким Вы будете видеть мир, который Вас окружает.
Линии по сборке стеклопакетов
Производственная линия по сборке стеклопакетов включает в себя 3 звена цепи производства: мойку, сборку и прессовку стеклопакетов. Мойка в такой линии практически не отличается от отдельной мойки, разве что объём и количество баков для воды может отличаться. В целом линия производства стеклопакетов упрощает процесс подачи и сборки готовых стеклопакетов.
После моечного отделения стёкла по одному попадают в сборочное отделение, где отдельные стёкла устанавливаются вместе автоматически или вручную с помощью направляющих и роликов. На этом же стенде, для сборки автоматически или вручную, устанавливаются по направляющим с помощью позиционеров распорные рамки. Готовая 1-2х камерная конструкция поступает в пресс с помощью автоматического механизма подачи и спрессовывается в единую конструкцию с помощью роликового или панельного механизма.
Толщина прессуемого материала различается у разных прессов. Прессы бывают с регулируемой и нерегулируемой массой давления.
В завершении стеклопакет поступает на проверку качества и на следующий этап вторичной герметизации.
На каком-то этапе производства в зависимости от оснащения предприятия спайсеры заполняются наполнителем, впитывающим влагу. В качестве такого наполнителя могут использоваться различные пористые материалы. В основном это осушители из силикагеля. Гранулированный силикагель засыпается внутрь распорной рамки.
На производстве также применяются специальные пневмовибрационные стенды, позволяющие упростить и автоматизировать процесс засыпки осушителя внутрь профиля. Профиль рамки вручную устанавливается под углом на пневмостенд, который автоматически засыпает молекулярное сито (влагоосушитель) внутрь профиля и равномерно распределяет его с помощью устройства пневмовибрации.
На крупных предприятиях используют автоматы для заполнения дистанционных рамок ситом. Такие аппараты автоматически определяют размеры устанавливаемого профиля и могут выполнять функции обычного пневмостенда, но основное их преимущество состоит в том, что они могут работать с цельным профилем, осуществляя заполнение через просверленные отверстия с помощью расположенного на головке сопла. После заполнения, отверстия автоматически герметизируются бутилом, и профиль переходит на следующий этап производства.
Уголки для сборки дистанционных рамок поставляются отдельно и изготавливаются на заводе изготовителе, либо могут выполняться самостоятельно из алюминиевого профиля на автоматическом столе для изгиба и нарезки дистанционных рамок из соответствующих материалов.
На следующем этапе производится первичная герметизация стеклопакетов. С двух сторон дистанционной распорной рамки наносится бутиловый герметик вручную или с помощью приспособлений; в качестве наносимого материала используется бутиловая лента.
Для автоматизации производства также используется бутиловый экструдер.
Существует множество моделей экструдеров для нанесения герметика на обе стороны дистанционной рамки. По конструкции они практически идентичны и различаются по наличию или отсутствию таких конструктивных элементов, как регулятор натяжения транспортной ленты, регулятор высоты и толщины нанесения бутила, регулятор температуры, регулятор расхода бутила, таймер начала разогрева, контроллер температуры наносимого материала. Также они различаются по количеству прижимных роликов, времени разогрева материалов. Кроме того, существуют экструдеры с возможностью нанесения герметика на круглую или дугообразную рамку, с возможностью контроля скорости нанесения бутила.
Установка и регулировка
Установка стеклопакета в деревянную раму
Для монтажа изделие заносят в проем, ставят на опорные колодки и выравнивают по горизонтали. В раме просверливаются отверстия для вбивания в стену анкерных болтов. Это самый надежный способ, но сложный. Установку можно проводить и с применением анкерных монтажных пластин, которые прикрепляют к профилю, а затем к стене. Это более быстрый способ, но при его выполнении необходимо учитывать, что конструкция может провиснуть или перекоситься из-за сильной ветровой нагрузки.
Есть определенные нюансы по размещению окна в проеме. Если стена дома сделана из кирпича или бетона, рама углубляется на 2/3 от внутренней толщины проема. При дополнительной отделке пенопластом крепление нужно делать до утеплительного слоя. Процесс выполняется в следующей последовательности:
- Вставит раму по уровню, закрепить ее.
- Повесить створки, отрегулировать их работу, проверить механизмы.
- В завершение окно плотно закрывают, герметизируют зазоры монтажной пеной.
Важно защитить материал от воздействия прямых солнечных лучей, так как он разрушается. После высыхания пены остается побелить откосы с двух сторон. Открывать конструкцию можно только через сутки после установки.
Изготовления стеклопакета в домашних условиях – несложный процесс, с которым легко справится каждый, кто знаком с нюансами.
Прессовка и герметизация
Если в процессе производства не использовалась производственная линия для стеклопакетов, то на данном этапе происходит прессовка стеклопакетов. Собранная конструкция вручную устанавливается в пресс.
Прессовка стеклопакетов
Прессы для стеклопакетов бывают разной конструкции. Существуют горизонтальные и вертикальные прессы способные вместить заготовки различных размеров. Подача заготовки под пресс может быть автоматической или ручной. Прессы могут быть панельными и роликовыми с регулируемой и нерегулируемой массой давления. Кроме того, применяются прессы горячего прессования для изготовления стеклопакетов по технологии «тёплый край
». Эта технология позволила сделать производство стеклопакетов намного проще благодаря применению гибких спайсеров и отсутствию вторичной герметизации, что также позволило выполнять стеклопакеты различных форм.
Вторичная герметизация
Вторичная герметизация может выполняться вручную на любой подходящей поверхности. Она выполняется с целью защиты контура первичного герметика.
Профессионалы используют специализированные столы для вторичной герметизации с присосками для стекла, и механизмом вращения способным вращаться непрерывно с регулируемой скоростью, либо с поворотом на 90 градусов. Управление вращением осуществляется с помощью ножной педали.
Двухкомпонентный герметик имеет свойство быстро застывать. Для предотвращения застывания герметика используются специальные холодильники.
Принцип работы холодильников различается в зависимости от типа используемого герметика. Холодильники оснащены двумя или несколькими камерами, в которых герметик замораживается, размораживается и хранится во время кратковременных и долговременных простоях двухкомпонентного экструдера.
Правильные замеры
Для изготовления обычного стеклопакета понадобится высота и ширина окна
Прежде чем начинать изготавливать стеклопакет в домашних условиях, нужно грамотно определить все параметры. Их снятие проводится с внутренней и внешней стороны. Важно, чтобы была правильно определена глубина проема. Особенно точно нужно делать замеры в панельном доме. Часто возникают случаи, когда проем существенно перекошен. Это происходит из-за того, что плиты и блоки используются уже в литом виде.
Большинство окон оснащены выступами. В строительстве они носят название четверти. По стандартам их длина составляет 6,5 см, 1/4 кирпича. Правильно замеренная оконная конструкция должна встать на 1,5 см выше, чем нижняя граница четверти, чтобы под раму можно было установить водоотлив. За верхние четверти окно заходит не более чем на 1,5 см, а за боковые – на 4 см.
Рама не должна касаться самого проема. Между ними оставляют зазор не меньше 4 см для заливки монтажной пены.
При замерах необходимо учитывать место для заливки монтажной пены
Начинать замеры нужно с наружной стороны. К ширине откоса прибавляют по три сантиметра. Ширина конструкции из ПВХ-профиля должна быть больше, чем показатель проема с четвертью. Само окно при установке упирается в откосы.
Для определения высоты изделия нужно измерить расстояние от кромки верхней четверти до основания. Из полученного размера необходимо вычесть два сантиметра. В результате получится место для монтажного шва.
Если окно будет монтироваться с отливом, вертикального замера нужно убрать еще от 4 до 6 сантиметров. Это расстояние уйдет на подставочный профиль.
Исходные материалы
Для того чтобы изделия получились максимально качественными, важны не только современное оборудование для производства пластиковых окон и профессионализм мастеров-сборщиков, но и правильный подбор материалов. Эта статья носит обзорный характер, потому я приведу лишь основной список, не касаясь нюансов выбора и производства сырья – все равно эта информация будет для вас актуальной только в том случае, если вы сами займетесь процессом производства.
Итак, из чего же делают металлопластиковые окна?
Склад ПВХ-профиля
- ПВХ-профиль – основное сырье, без которого, естественно, никакого окна не получится. Как правило, цех работает с несколькими видами профиля, соответственно, на складе должны быть все элементы системы, начиная от рам и створок и заканчивая штапиками и доборными элементами.
- Армирующий профиль – поставляется отдельно, устанавливается в пластиковый профиль непосредственно на этапе монтажа. Номенклатура армировки не такая обширная, но все равно с десяток наименований (разная толщина + разные конфигурации) должен присутствовать.
- Остекление – либо готовые стеклопакеты, собранные на отдельном предприятии по нужным размерам, либо листовое стекло и дистанционные рамки. Во втором случае материалы доставляются в отдельный цех, в котором производится прирезка стекла и сборка стеклопакетов.
Фото готовых стеклопакетов на складе
- Фурнитура – ее в любом случае закупают, поскольку процесс производства фурнитуры очень сложен и трудоемок. Фурнитурные комплекты хранятся на складе и по мере необходимости поставляются на участок сборки для обвязки створок.
Естественно, это лишь основные группы комплектующих, с которым работает оборудование для производства ПВХ окон. В этот список я не включил многочисленные расходные материалы – крепеж, подкладки, герметизирующие шнуры, упаковку и т.д. – в общем, все, без чего чех не сможет нормально функционировать.
Комплект фурнитуры