Востребованность пластиковых окон сегодня никого не удивляет, любое строительство как жилых, так и промышленных объектов использует металлопластиковые конструкции. К тому же все большее число людей желает заменить свои старые окна на новые, более красивые и надёжные. Поэтому организация бизнеса в данной отрасли будет весьма успешной. Главным составляющим этого дела является автоматизированная линия по производству пластиковых окон, ведь собственное изготовление позволит получить преимущества у посреднических компаний, которые реализуют продукцию ведущих марок, но теряют время на ожидание своей очереди в производстве.
Начало деятельности
Помещение для сборки деталей пластиковых окон
Для старта производства необходимо учредить предприятие, получить налоговую и государственную регистрацию, провести испытания и получить сертификаты качества. Испытания на соответствие нормам ГОСТ, требованиям СНиП, а также для получения иностранных стандартов качества – DIN и RAL. Имея как можно больше сертификатов можно выгодно зарекомендовать себя на рынке металлопластиковой продукции. Перед началом производства и реализации следует получить санитарно-эпидемиологическое заключение, без него сбыт будет невозможен.
Подготовка производственных площадей
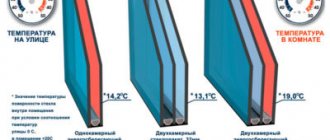
Пластиковые окна и стеклопакет
Для организации небольшого бизнеса со средней производительностью до двадцати конструкций в смену, понадобится помещение площадью не менее 200 м2, и учесть высоту потолков – выше трех метров. Здесь будет размещаться линия по производству окон ПВХ. Рядом с производственным цехом должны находиться помещения для хранения готовой продукции и сырья также понадобится административное помещение где разместится управленческий персонал. Для бесперебойной работы линии необходимо электричество, напряжение в розетках должно составлять не менее 380 В. Цех необходимо оборудовать системой кондиционирования, поддерживая температуру в пределах 18-20 оС. При нарушении температурного режима может возникнуть сбой технологического процесса, что негативно скажется на качестве готовой продукции. Предусмотреть в помещении не только общее, но и локальное освещение на некоторых участках автоматической линии производства окон ПВХ. Если нет возможности приобрести производственные площади можно воспользоваться арендой. Примерные затраты на аренду в месяц составят 50 тысяч рублей, коммунальные платежи – 25 тысяч рублей.
Обслуживающий персонал
На сборку окна достаточно одного человека
Для работы на производственной линии потребуется шесть человек, еще один кладовщик, для приема готовой продукции и выдачи исходных материалов. Не обойтись на производстве без инженера, способного быстро устранить неполадки работы оборудования, а также главного технолога, который будет контролировать процесс изготовления и качество готовых изделий. Расходы на оплату труда могут составить 100 тысяч рублей.
Комплектующие и расходные материалы
Профиль ПВХ лежит в основе рамы для пластиковых окон
Для производства металлопластиковых конструкций понадобятся следующие основные компоненты:
- профиль ПВХ;
- металлопрокат;
- стекло;
- бутил;
- обечайка.
В таблице представлены нормы расхода комплектующих материалов для производства 1м2 окон и их стоимость:
| Наименование материала | Норма затрат | Стоимость расхода, рублей |
| ПВХ профиль | 0,5 м/ м2 | 500 |
| стекло | 2 м2 | 600 |
| бутил | 0,1 кг | 5 |
| обечайка | 4 м | 400 |
| металлопрокат | 1 м2 | 585 |
| прочие комплектующие | — | 2200 |
Суммарно стоимость производства 1 м2 оконной конструкции обойдётся в 4290 рублей.
Стол для совмещения стекол CLLFZ-1712
| Модель | CLLFZ-1712 |
| Давление воздуха, МПа | 0,4-0,6 |
| Максимальный ход поршня, мм | 500 |
| Максимальный угол подъема | 80° |
| Размер рабочей рамы, мм | 2010X1400 |
| Габариты, мм | 2210x1500x810 |
| Потребляемая мощность, кВт | 1.5 |
| Вес, кг | 100 |
Стол в основном используется для совмещения стекол с нанесенным спейсером и просто стекла. Особенно удобен при производстве однокамерных и двухкамерных стеклопакетов. Сварные детали стола прочны и устойчивы к коррозии. Стол состоит из стойки, рабочей рамы и поворотного механизма. Стол устроен просто и удобно.
Составные части автоматической линии производства окон
Поскольку производство металлопластиковых окон считается прибыльным делом и растет спрос на автоматизированные линии, увеличивается и число компаний, предлагающих свое оборудование.
Пила для резки профиля ПВХ
Наиболее распространённые установки таких торговых марок, как Yilmaz, Kaban, Nissan, Nikman, Калибр, Oskar, Startech. Комплектация у различных производителей может значительно отличаться, но всегда есть возможность приобрести дополнительное оборудование. Согласно технологическому процессу для изготовления оконной конструкции необходимо следующее базовое оборудование:
- пила для нарезки профиля;
- станок для сварки;
- фрезерный станок;
- углозачистной станок;
- вырубная пила;
- стенд остекления.
Этот набор элементов линии для производства стеклопакетов рассчитан на максимальную загрузку – 15 — 20 окон в смену. Дополнительно можно приобрести:
- экструдер;
- моечную машину;
- деминерализатор.
Механизмы и составные части линий разных производителей отличаются мощностью, габаритами, выработкой.
Настольная пила выполняет порезку профиля в соответствии заданным параметрам. Может осуществлять резку под разными углами — 15о, 45о, 90о. Оснащена механическими прижимами, резиновыми подпорками для снижения вибрации. Характеристики:
- работает от электросети с напряжением 220В;
- вес — 30 кг;
- габариты 56*45*45 см;
- стоимость пилы 372 тысячи рублей (Yilmaz).
Сварочный станок предназначен для соединения составных частей ПВХ конструкции под различными углами. Автоматический контроль температуры нагрева, кнопка аварийной остановки, наличие резиновых подпорок корпуса обеспечивает его безопасную эксплуатацию. Зачем Михаилу Кокоричу нужна публичность?. Технические характеристики:
Углозачистной станок для профиля ПВХ
- мощность – 1,5 кВт;
- подача сжатого воздуха – 35 л/мин;
- свариваемые углы – все в диапазоне от 0о до 180о;
- ширина профиля – максимально до 130 мм;
- размеры станка – 65*65*52 см;
- вес – 120 кг;
- стоимость – 411 тысяч рублей («HEGSAN»).
Фрезерный станок предназначен для создания отверстий и пазов различного размера в алюминиевых профилях. Отверстия в дальнейшем служат местами крепления фурнитуры, соединения различных компонентов, предусмотренных технологическим процессом. Характеристики:
- мощность – 1200 Вт;
- питание – 220В;
- скорость вращения фрезы – до 23000 об/мин;
- размеры – 55*46*55 см;
- масса – 27 кг;
- стоимость – 106 тысяч рублей (модель Yilmaz).
Углозачистной станок предназначен для срезания неровностей и излишков, образовавшихся после сварочных работ. Характеристики:
- масса – 26 кг;
- тип управления – ручное;
- размеры – 68*57*54 мм;
- стоимость – 225 тысяч рублей (Yilmaz).
Вырубная пила необходима для водоотводящих отверстий. Это настольная установка, работающая от электросети, мощностью 220В. Характеристики:
Стенд остекления для сборки пластиковых окон
- тип управления – ручное;
- мощность – 800 Вт;
- вес 26 кг;
- скорость вращения – 3000 об/мин;
- габариты – 56*45*45 мм;
- стоимость – 86 тысяч рублей.
Стенд остекления предназначен для сбора готовых деталей конструкции окна. Он позволяет точно имитировать установку окна и облегчает процесс остекления и регулировку фурнитуры. Стоимость стенда 160 тысяч рублей.
Можно дополнить комплект пилами для резки штапиков, компрессором, оборудованием для порезки армирования. Цена линии по производству окон может составить 1 365 000 рублей. Сюда же следует добавить расходы на транспортировку и монтаж, если производитель не учел их в цене автоматизированной линии – 50 тысяч рублей.
Стенд для нанесения на стекло герметизирующей ленты CLLJT-1815
| Модель | CLLJT-1815 |
| Питание | 380В 50Гц |
| Давление воздуха, МПа | 0,4 |
| Потребление воздуха, л/мин | 20 |
| Вертикальный ход присоски, мм | 50 |
| Вес, кг | 200 |
| Размеры, мм | 1350x2010x750 |
Стенд используется при сборки стеклопакета. На нём размещается стекло и наносится дистанционно-распорная лента. Для перемещения стекла используется воздушная подушка. Нанесение спейсера осуществляется на закрепленном стекле, при помощи автоматической вакуумной присоски. Стенд оборудован энергосберегающим тихим вентилятором, обеспечивающим высокое давление воздуха. В системе нагрева стекла используется горячий воздух, что соответствует экологическим требованиям. Оператор может контролировать температуру стекла в ходе обработки. Устройство присоски позволяет легко перемещать стекло по поверхности. Поворотная система облегчает весь процесс обработки, в том числе и установку дистанционно-распорной ленты.
Технологический процесс
Резка профиля ПВХ
Процесс производства металлопластиковых окон начинается с резки профиля в соответствии с необходимыми размерами, они рассчитываются индивидуально для каждого типа конструкций. В разных типах зданий индивидуальные размеры оконного проема, поэтому изготавливаться профили будут в соответствии с параметрами, заданными в заказе. Купив линию по производству окон ПВХ и начав процесс производства, следует понимать, что это будет работа на заказчика, а не выпуск шаблонных окон.
Следующим этапом производства будет фрезерование рамы для дренажных каналов, которые будут компенсировать давление ветра и отводить лишнюю влагу.
После обработки металлического профиля его фиксируют в пластиковом профиле с помощью саморезов. Здесь применяется автоматический шуруповерт или ручной винтоверт.
Затем идет процесс фрезерования рамы под установку фурнитуры, он выполняется на копировально-фрезерном станке.
Когда металлопластиковые элементы подготовлены необходимо их соединить в цельную раму, это происходит с помощь сварочного аппарата. На этом этапе лучше использовать автоматический сварочный агрегат, поскольку важно соблюдение температурного режима и времени разогрева шва.
Фрезеровка пластиковой рамы
А перед началом сварки следует удалить с поверхности рамы пыль, стружку, поскольку загрязнения могут снизить качество сварки и повлиять на готовый результат.
В цену линии по производству пластиковых окон включена зачистительная установка, ее используют после процесса сварки для удаления наплава пластика в местах стыка профиля.
В готовую раму необходимо вставить уплотнительную резину, которая крепится на клей. Этот процесс полностью ручной.
Сборка металлопластиковой конструкции происходит на стенде остекления. Здесь в профиль вставляется стеклопакет, необходимая фурнитура, фальцевые вкладыши, прокладки. На этом технологический процесс завершен, остается только выполнить проверку готового изделия на предмет функционирования всех систем — это задание для главного технолога. Окна готовы к реализации и последующему монтажу.
Станок для мытья и сушки стекла CLLQ-1600/CLLQ-1800
| Модель | CLLQ-1600 | CLLQ-1800 |
| Ширина стекла максимальная (минимальная), мм | ≤1600/450 | ≤1800/450 |
| Толщина стекла, мм | ≤15 | ≤15 |
| Щеток/Отжимных валов шт | 4 / 4 | 4 / 4 |
| Диаметр, мм | 126 | 126 |
| Всасывающий ролик, шт | 3 | 3 |
| Диаметр всасывающего ролика, мм | 80 | 80 |
| Мощность двигателя, кВт | 0,75 | 0,75 |
| Мощность нагревателя, кВт | 4,5 | 4,5 |
| Мощность насоса, кВт | 0,36 | 0,36 |
| Оборот щётки, об/мин | 850-900 | 850-900 |
| Передаточное отношение щётки | 0,77 | 0,77 |
| Мощность водонагревателя, кВт | 6 | 6 |
| Мощность вентилятора, кВт | 0,75 | 0,75 |
| Общая мощность, кВт | 12 | 12 |
| Скорость передачи стекла, м/мин | 3,5 | 3,5 |
| Источник питания | 380В, 50Гц (3-фазное) | 380В, 50Гц (3-фазное) |
| Вес | ≈ 0.8 тонны | ≈ 0.85 тонны |
| Сопротивление заземления | 4Ω | 4Ω |
| Габариты, мм | 2040*2100*1100 | 2300*2200*1100 |
Станок мойки стекла используется для эффективной горизонтальной мойки и сушки стекла и применяется на подготовительном этапе производства стеклопакетов в целях обеспечения чистоты поверхности стекла. Рамка для крепления стекла расположена горизонтально. Последовательная подача, мытье, сушка и извлечение стекла производится автоматически. Скорость обработки осуществляться плавно. Оборудование надежно, и легко настраивается.
Водоснабжение реализовано в замкнутом цикле. Вода подаётся из бака, встроенного в агрегат. Первый контур подачи – щетки, второй – обмывание стекла после щеток. После процесса мойки вода сталкивается с поверхности стекла двумя парами отжимных валов из плотного пористого материала. Такое устройство позволяет использовать более жесткую воду без снижения качества мойки стекла. Моющие средства не применяются. Воду менять необходимо раз в двое суток или при образовании малейших разводов на стекле. Раз в месяц нужно промывать отжимные валы.
- Станок оборудован высококачественным устройством регулировки плавности хода, скорость обработки настраивается оператором, что обеспечивает высокое качество мойки.
- В ходе мытья стекол используется вода из двух баков. Что обеспечивает высокую степень очистки стекол.
- В работе станка используется двухступенчатая система циркуляции воды, разделяющая чистую и мутную воду, что позволяет экономить потребляемую воду.
- Все детали системы очистки и установки стекла (включая трубу подачи теплого воздуха, датчики температуры, трубы, баки и т.д.) выполнены из высококачественной нержавеющей стали. Антикоррозийное покрытие предотвращает засорение системы циркуляции воды и обрахования ржавчины.
- Четыре щетки, которые плотно прижимаются к поверхности стекла в ходе обработки, обеспечивают высокое качество очистки.
- Станок оборудован тремя впитывающими роликами из качественного полимера, который обеспечивает их отличную впитывающую способность и длительный срок службы.
- Станок оборудован роликом из специальной резины, обладающим высокой износоустойчивостью, длительным сроком службы и хорошим качеством обработки.
- Баки выполнены таким образом, чтобы их было удобно наполнять водой.
Производство ПВХ подоконников
ПВХ подоконник
Целесообразно вместе с окнами производить и подоконники, поскольку цена линии для производства подоконников ПВХ невелика. Линия представляет собой экструдерный комплекс, включающий в себя пресс-формы, механизм продольной резки, ламинирующую установку. Линия может включать в себя более сложную конструкцию, по производству самого ПВХ, но для небольшого предприятия с максимальной загрузкой до 20 окон в смену оно не нужно. Готовый материал можно закупать у крупных промышленных предприятий и самостоятельно осуществлять резку, в соответствии с нужными размерами. Стоимость такой линии будет 150 тысяч рублей.
Нормативные требования
При производстве ПВХ окон механизированным или автоматизированным способом, к оборудованию предъявляется ряд требований, которые описываются в следующих нормативных документах:
ГОСТ 30674-99 «Блоки оконные из поливинилхлоридных профилей». В данном документе указывается ряд требований к геометрии конструкции и предельным отклонениям от эталонных значений.- ГОСТ 34378-2018 «Конструкции, ограждающие светопрозрачные. Окна и двери».
- ГОСТ 30971-2002 «Швы монтажные узлов примыканий оконных блоков к стеновым проемам». Регламентирует качество уплотнителей и требования к крепёжным элементам оконных конструкций к проёмам в наружных стенах.
- СТО 86411020-008-2008 «Узлы примыканий оконных и дверных блоков, витражных конструкций к внешним ограждающим конструкциям».
Справка. Все станки и агрегаты, которое изготавливается на машиностроительных предприятиях, обеспечивает выпуск продукции с допусками, не превышающими требования в указанных документах.
Рентабельность производства металлопластиковых окон
Пластиковые окна устанавливают во все новостройки или ремонтные дома
Затраты на организацию бизнеса можно разделить на капитальные и текущие.
К капитальным затратам относится цена линии по производству стеклопакетов – 1365 000 рублей.
Величина этих затрат будет частично включена в стоимость готовой продукции. И полностью окупится с течением времени. К текущим затратам относится стоимость материалов – 4290 рублей на 1м2, в пересчете на 20 готовых единиц в смену, при среднем размере в 1,68 м2 и количестве смен в месяце – 22, можно получить общий расход материалов в месяц – 3 160 000 рублей.
- Цена одного изделия — 9500 рублей.
При успешной реализации всех произведенных окон можно получить 4180 тысяч рублей прибыли. Вычесть стоимость материалов, затраты по содержанию помещения и заработную плату рабочих получается 670 тысяч рублей чистой прибыли. Процент рентабельности составляет 19% — достаточно высокий показатель, он говорит о быстрой окупаемости вложенных капитальных затрат, это случится через год и девять месяцев, при благоприятных условиях и неизменных ценах на комплектующие.
Машина горячего прессования стеклопакетов CLLR-1600/CLLR-1800
| Модель | CLLR-1600 | CLLR-1800 |
| Ширина стекла максимальная (минимальная), мм | ≤1600/400 | ≤1800/400 |
| Толщина стеклопакетов, мм | ≥14 ≤50 | ≥14 ≤50 |
| Инфрокрасные лампа, шт | 18 | 18 |
| Ролики для прессования | 4 пары диаметром 90 | 4 пары диаметром 90 |
| Мощность двигателя привода, KW | 0,37 | 0,37 |
| Мощность отсека нагревания, KW | 18 | 22 |
| Общая мощность, KW | 18,37 | 22,37 |
| Диапазон температуры контроля, °С | 0-300 | 0-300 |
| Скорость двигателя привода | 3,3-16 оборот /мин. 1,10~1,40m/min | 3,3-16 оборот /мин. 1,10~1.40m/min |
| Отношение переменной скорости передачи | 1:05:00 | 1:05:00 |
| Источник питания | 380V 50HZ трёхфазная 4х-проводная система | 380V 50HZ трёхфазная 4х-проводная система |
| Вес | ≈0,76Т | ≈0,8Т |
| Сопротивление заземление | 4Ω | 4Ω |
| Габариты(Д * Ш * В ) | 2070*2110*1170 | 2300*2200*1200 |
Станок предназначен для прессовки стеклопакетов с распорно-герметизирующей лентой. Между двумя стеклами размещается гибкий спейсер, стекла нагреваются и прессуются, в результате между стеклами образуется сухое вакуумное пространство, при этом толщина и размер обработанного материала соответствуют всем стандартам стеклопакета.
- Станок оборудован инфрокрасными лампами. За счет них происходит нагрев стеклопакета.
- Лампы отличаются высокой эфективностью и длительностью срока службы.
- Механизм плавной регулировки скорости прокатки стеклопакета гарантирует требуемое качество.
- Системы измерения позволяют выбрать необходимую для обработки стеклопакета силу прессования.
- Термостат из устойчивого к высоким температурам материала позволяет предотвратить излишний расход тепла.
- Четыре пары резиновых роликов различной жесткости обеспечивают равномерное распределение давления на стекло и равномерность значения толщины готового стеклопакета.
- Высокое качество всех наиболее важных деталей обеспечивает стабильность и надежность работы станка.
- Устройство контроля температуры с цифровым дисплеем упрощает работу оператора.
- Полка станка выполнена из высококачественной углеродистой стали, предотвращающей коррозию и ржавление поверхности.